
 官方微信
官方微信






 案例頻道
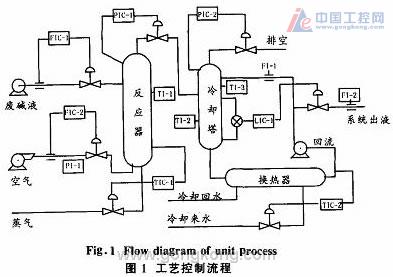
案例頻道1 裝置的工藝控制流程簡介
廢堿液濕式氧化處理裝置工藝控制流程如圖1所示, 廢堿液經(jīng)泵送入反應(yīng)器,與從反應(yīng)器底部進(jìn)入的空氣、蒸汽混合在一定的反應(yīng)溫度和反應(yīng)壓力下進(jìn)行濕式氧化反應(yīng), 反應(yīng)器的反應(yīng)物經(jīng)頂部的節(jié)流閥,實(shí)現(xiàn)絕熱閃蒸過程,將壓力降低,進(jìn)入冷卻塔進(jìn)行噴淋、冷凝等操作,冷卻塔排出液送入換熱器進(jìn)行換熱,換熱后的廢堿液一路經(jīng)泵打循環(huán)重新返回冷卻塔進(jìn)行噴淋操作,一路排出系統(tǒng)。
2 系統(tǒng)硬件構(gòu)成
根據(jù)廢堿液濕式氧化處理裝置的工藝特點(diǎn),該控制系統(tǒng)采用B&R 2010 系列模塊作為下位機(jī),研華工控計算機(jī)作為上位機(jī),系統(tǒng)硬件構(gòu)成如圖2 所示。
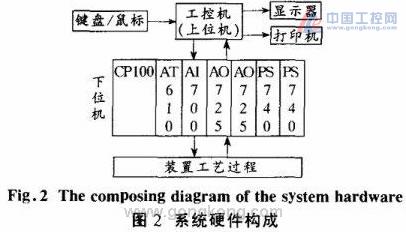
下位機(jī)功能模塊CP100 為CPU 模塊,AT610 為溫度檢測模塊,AI700 為模擬量輸入模塊,AO725 為模擬量輸出模塊, PS740 為電源模塊。每個模塊都有運(yùn)行狀態(tài)及模塊接線盒狀態(tài)顯示功能,每個模塊都可帶電插拔。系統(tǒng)設(shè)置兩個電源模塊,使下位機(jī)硬件系統(tǒng)具有電源冗余功能。
整個系統(tǒng)采用二級分布式上、下位結(jié)構(gòu),上位機(jī)系統(tǒng)完成工藝流程顯示、控制回路、參數(shù)設(shè)置、數(shù)據(jù)報表打印、參數(shù)趨勢顯示、參數(shù)報警狀態(tài)顯示等功能。下位機(jī)由B&R 2010 系列可編程計算機(jī)控制器(簡稱PCC) 構(gòu)成。
3 系統(tǒng)軟件設(shè)計
根據(jù)工藝控制方案的要求,我們編制了系統(tǒng)控制軟件,它主要由上位機(jī)組態(tài)軟件和下位機(jī)控制軟件構(gòu)成。
3. 1 上位機(jī)組態(tài)軟件設(shè)計
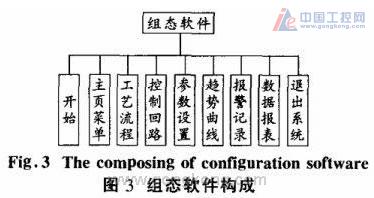
上位機(jī)組態(tài)軟件的開發(fā)平臺選用CITECT 組態(tài)軟件,上位機(jī)組態(tài)軟件的結(jié)構(gòu)如圖3 所示。在組態(tài)軟件設(shè)計中,CITECT 組態(tài)軟件提供的強(qiáng)大功能,使操作畫面更貼切用戶,裝置工藝流程、設(shè)備運(yùn)行狀態(tài)一目了然,提高用戶操作的安全性和可靠性。組態(tài)軟件的通信點(diǎn)數(shù)直接決定著組態(tài)軟件的價格,對于通信點(diǎn)數(shù)的數(shù)字型變量實(shí)行了軟“壓縮”和軟“解壓縮”技術(shù),有效提高組態(tài)軟件的性能價格比,降低工程造價。
整個系統(tǒng)采用二級分布式上、下位結(jié)構(gòu),上位機(jī)系統(tǒng)完成工藝流程顯示、控制回路、參數(shù)設(shè)置、數(shù)據(jù)報表打印、參數(shù)趨勢顯示、參數(shù)報警狀態(tài)顯示等功能。下位機(jī)由B&R 2010 系列可編程計算機(jī)控制器(簡稱PCC) 構(gòu)成。
3 系統(tǒng)軟件設(shè)計
根據(jù)工藝控制方案的要求,我們編制了系統(tǒng)控制軟件,它主要由上位機(jī)組態(tài)軟件和下位機(jī)控制軟件構(gòu)成。
3. 1 上位機(jī)組態(tài)軟件設(shè)計
上位機(jī)組態(tài)軟件的開發(fā)平臺選用CITECT 組態(tài)軟件,上位機(jī)組態(tài)軟件的結(jié)構(gòu)如圖3 所示。在組態(tài)軟件設(shè)計中,CITECT 組態(tài)軟件提供的強(qiáng)大功能,使操作畫面更貼切用戶,裝置工藝流程、設(shè)備運(yùn)行狀態(tài)一目了然,提高用戶操作的安全性和可靠性。組態(tài)軟件的通信點(diǎn)數(shù)直接決定著組態(tài)軟件的價格,對于通信點(diǎn)數(shù)的數(shù)字型變量實(shí)行了軟“壓縮”和軟“解壓縮”技術(shù),有效提高組態(tài)軟件的性能價格比,降低工程造價。
3. 2 下位機(jī)控制軟件設(shè)計
貝加萊工業(yè)自動化公司開發(fā)的可編程計算機(jī)控制器(PCC) 代表著一個全新的控制概念,它集成了可編程邏輯控制器的標(biāo)準(zhǔn)控制功能和工業(yè)計算機(jī)的分時多任務(wù)操作系統(tǒng)功能,它能方便處理開關(guān)量、模擬量、進(jìn)行回路調(diào)節(jié)。
下位機(jī)控制軟件利用貝加萊工業(yè)自動化公司提供的PG2000 編程環(huán)境,根據(jù)工藝控制的要求,將工藝流程中各個控制任務(wù),按照PG2000 中圖形設(shè)計方法(GDM) ,編制相應(yīng)的任務(wù)模塊,再對任務(wù)模塊進(jìn)行參數(shù)設(shè)置、變量定義和語言編程。
下位機(jī)控制軟件設(shè)計采用圖形化設(shè)計方法(GDM) , 下位機(jī)控制軟件模塊構(gòu)成如圖4 所示。下位機(jī)控制軟件工程名稱為:“SHYH”,PCC 層包括項目“PCC1”。項目下屬TASK層包括B&R 系統(tǒng)模塊“Burtrap ”、“Net2000 ”、“Mathtrap ”、“ Sysconf ”、“Exermo”、“Io-lib”、“Io-2010”;數(shù)據(jù)模塊“Io-cont”、故障診斷“Io-excp”;循環(huán)任務(wù)模塊“Io- check”、“Io-list”、“exch-data”、“init-data”、“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”。
貝加萊工業(yè)自動化公司開發(fā)的可編程計算機(jī)控制器(PCC) 代表著一個全新的控制概念,它集成了可編程邏輯控制器的標(biāo)準(zhǔn)控制功能和工業(yè)計算機(jī)的分時多任務(wù)操作系統(tǒng)功能,它能方便處理開關(guān)量、模擬量、進(jìn)行回路調(diào)節(jié)。
下位機(jī)控制軟件利用貝加萊工業(yè)自動化公司提供的PG2000 編程環(huán)境,根據(jù)工藝控制的要求,將工藝流程中各個控制任務(wù),按照PG2000 中圖形設(shè)計方法(GDM) ,編制相應(yīng)的任務(wù)模塊,再對任務(wù)模塊進(jìn)行參數(shù)設(shè)置、變量定義和語言編程。
下位機(jī)控制軟件設(shè)計采用圖形化設(shè)計方法(GDM) , 下位機(jī)控制軟件模塊構(gòu)成如圖4 所示。下位機(jī)控制軟件工程名稱為:“SHYH”,PCC 層包括項目“PCC1”。項目下屬TASK層包括B&R 系統(tǒng)模塊“Burtrap ”、“Net2000 ”、“Mathtrap ”、“ Sysconf ”、“Exermo”、“Io-lib”、“Io-2010”;數(shù)據(jù)模塊“Io-cont”、故障診斷“Io-excp”;循環(huán)任務(wù)模塊“Io- check”、“Io-list”、“exch-data”、“init-data”、“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”。
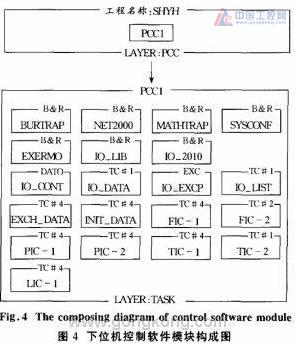
B&R 系統(tǒng)模塊主要為B&R 系統(tǒng)硬件提供系統(tǒng)操作、IO 配置、系統(tǒng)通信、故障診斷等功能及軟件函數(shù)庫。軟件設(shè)計時只要按照B&R 模塊編程手冊的要求,將相應(yīng)B&R 系統(tǒng)模塊設(shè)計到任務(wù)層即可。對于循環(huán)任務(wù)模塊則是設(shè)計時要考慮的重點(diǎn),在該控制軟件設(shè)計中,按照裝置工藝控制任務(wù)的要求,設(shè)計了11 個任務(wù)模塊,其中“Io-check”、“Io-list”模塊主要完成I/ O 硬件的在線管理檢查;“exch-data”、“initdata”模塊主要完成I/ O 硬件采集數(shù)據(jù)的處理及參數(shù)初始化;“FIC - 1”、“FIC - 2”、“PIC - 1”、“PIC - 2”、“TIC - 1”、“TIC - 2”、“LIC - 1”模塊主要完成裝置工藝流程中工藝過程參數(shù)的調(diào)節(jié)任務(wù)。
對于循環(huán)任務(wù)模塊“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“LIC - 1”、“TIC - 2”的控制算法均采用B&R2000 系統(tǒng)提供的優(yōu)化PID 控制算法函數(shù)。通過對PID 算法函數(shù)中輸出最大值、輸出最小值、比例系數(shù)、積分時間、微分時間、濾波系數(shù)、設(shè)定值衰減系數(shù)、超調(diào)阻尼系數(shù)等參數(shù)的合理設(shè)置,使裝置工藝參數(shù)得到精確控制。
任務(wù)模塊部分程序如下:
Ta = FC-1- TA ;pid-para parameter set value
Y-max < FC-1-OPX;輸出最大值
Y-min = FC-1-OPN ;輸出最小值
Kp = FC-1- P ;比例系數(shù)
Tn = FC-1- I ;積分時間
Tv = FC-1- D ;微分時間
Para-ptr = adr (para1)
Tf = 0 ;濾波系數(shù)
Kw = 1 ;設(shè)定值衰減系數(shù)
Kr = 5 ;超調(diào)阻尼系數(shù)
Dy-max = 0
E-pos = 0
E-eng = 0
Fbk-mode = 0
;pid-min parameter set value
w = FC-1-SP
x = FC-1-PV
PID-para ( 1 , Ta , Y-max , Y-min ,Dy-max , Kp , Tn ,Tv ,Tf ,Kw ,Kr ,E-pos ,E-eng ,Td ,fbk-mode ,d-mode ,parrptr,status) ;PID 參數(shù)處理
PID-min (1 ,0 ,w ,x ,adr (para1) , staus ,Y, I- ,D - );PID 運(yùn)算
If FC-1-OPM= 1 Then ;手自動方式判斷
IF Y> = 26213 Then
Y= 26213
End if
DA-FC-1 = Y+ 6554
FC-1-OP = DA-FC-1
Else
DA-FC-1 = FC-1-OP
End if
對于反應(yīng)器溫度控制回路(TIC - 1) 運(yùn)用模糊控制理論,設(shè)計了先進(jìn)的模糊控制算法實(shí)現(xiàn)了對溫度的精確控制。模糊控制是應(yīng)用模糊集合理論,基于模糊條件語句描述的語言控制規(guī)則,根據(jù)模糊推理和模糊判決,查詢模糊控制表,解模糊,得到精確的控制量。本系統(tǒng)模糊控制利用偏差E 和偏差變化率ΔE 構(gòu)成二維優(yōu)化多級模糊控制器。
本算法中Et 和ΔEt 論域為[- 6 , + 6 ]的13 級,Ut為[- 7 , + 7 ] 的15 級,構(gòu)成模糊控制規(guī)則表。該表由離線計算得到,為一個13 ×13 的矩陣,由左到右按行依次存入PCC 的內(nèi)存單元中。算法執(zhí)行時,根據(jù)Et 和ΔEt 的值由式(1) 得到模糊控制表中偏移地址:
T = 13 ( Et + 6) + (ΔEt + 6) (1)
式中13 ( Et + 6) 為所屬行在內(nèi)存中的偏移地址,ΔEt + 6 為所屬列在內(nèi)存中的偏移地址。
優(yōu)化的多級模糊控制系統(tǒng)根據(jù)前饋控制原理引入了函數(shù):
Ug = r/ k + Kg xUt(k) (2)
式中k 為對象的放大倍數(shù),實(shí)際應(yīng)用可估計為穩(wěn)態(tài)溫度值與輸出量的比值, Kg 為前饋修正系數(shù)。本系統(tǒng)的輸出量表達(dá)式為:
U = Ku xUt + r/ k + Kg xUt (3)
式中Ku 為比例因子。本系統(tǒng)的多級模糊控制根據(jù)E、ΔE 變化范圍,分為多層,各層具有不同的論域。當(dāng)系統(tǒng)軌跡進(jìn)入某一層時,控制系統(tǒng)就采用所在層的范圍作為新的論域,修改Ke 、Kec、Ku 的取值。這樣在偏差E 的不同范圍采用不同參數(shù)的模糊控制,再加上引入的前饋控制原理,將極大地改善系統(tǒng)的動態(tài)性能和穩(wěn)態(tài)性能。
反應(yīng)器溫度由于采用了模糊控制算法,獲得了理想的控制效果。控制升溫響應(yīng)曲線見圖5。
對于循環(huán)任務(wù)模塊“FIC - 1”、“FIC - 2”、“PIC -1”、“PIC - 2”、“LIC - 1”、“TIC - 2”的控制算法均采用B&R2000 系統(tǒng)提供的優(yōu)化PID 控制算法函數(shù)。通過對PID 算法函數(shù)中輸出最大值、輸出最小值、比例系數(shù)、積分時間、微分時間、濾波系數(shù)、設(shè)定值衰減系數(shù)、超調(diào)阻尼系數(shù)等參數(shù)的合理設(shè)置,使裝置工藝參數(shù)得到精確控制。
任務(wù)模塊部分程序如下:
Ta = FC-1- TA ;pid-para parameter set value
Y-max < FC-1-OPX;輸出最大值
Y-min = FC-1-OPN ;輸出最小值
Kp = FC-1- P ;比例系數(shù)
Tn = FC-1- I ;積分時間
Tv = FC-1- D ;微分時間
Para-ptr = adr (para1)
Tf = 0 ;濾波系數(shù)
Kw = 1 ;設(shè)定值衰減系數(shù)
Kr = 5 ;超調(diào)阻尼系數(shù)
Dy-max = 0
E-pos = 0
E-eng = 0
Fbk-mode = 0
;pid-min parameter set value
w = FC-1-SP
x = FC-1-PV
PID-para ( 1 , Ta , Y-max , Y-min ,Dy-max , Kp , Tn ,Tv ,Tf ,Kw ,Kr ,E-pos ,E-eng ,Td ,fbk-mode ,d-mode ,parrptr,status) ;PID 參數(shù)處理
PID-min (1 ,0 ,w ,x ,adr (para1) , staus ,Y, I- ,D - );PID 運(yùn)算
If FC-1-OPM= 1 Then ;手自動方式判斷
IF Y> = 26213 Then
Y= 26213
End if
DA-FC-1 = Y+ 6554
FC-1-OP = DA-FC-1
Else
DA-FC-1 = FC-1-OP
End if
對于反應(yīng)器溫度控制回路(TIC - 1) 運(yùn)用模糊控制理論,設(shè)計了先進(jìn)的模糊控制算法實(shí)現(xiàn)了對溫度的精確控制。模糊控制是應(yīng)用模糊集合理論,基于模糊條件語句描述的語言控制規(guī)則,根據(jù)模糊推理和模糊判決,查詢模糊控制表,解模糊,得到精確的控制量。本系統(tǒng)模糊控制利用偏差E 和偏差變化率ΔE 構(gòu)成二維優(yōu)化多級模糊控制器。
本算法中Et 和ΔEt 論域為[- 6 , + 6 ]的13 級,Ut為[- 7 , + 7 ] 的15 級,構(gòu)成模糊控制規(guī)則表。該表由離線計算得到,為一個13 ×13 的矩陣,由左到右按行依次存入PCC 的內(nèi)存單元中。算法執(zhí)行時,根據(jù)Et 和ΔEt 的值由式(1) 得到模糊控制表中偏移地址:
T = 13 ( Et + 6) + (ΔEt + 6) (1)
式中13 ( Et + 6) 為所屬行在內(nèi)存中的偏移地址,ΔEt + 6 為所屬列在內(nèi)存中的偏移地址。
優(yōu)化的多級模糊控制系統(tǒng)根據(jù)前饋控制原理引入了函數(shù):
Ug = r/ k + Kg xUt(k) (2)
式中k 為對象的放大倍數(shù),實(shí)際應(yīng)用可估計為穩(wěn)態(tài)溫度值與輸出量的比值, Kg 為前饋修正系數(shù)。本系統(tǒng)的輸出量表達(dá)式為:
U = Ku xUt + r/ k + Kg xUt (3)
式中Ku 為比例因子。本系統(tǒng)的多級模糊控制根據(jù)E、ΔE 變化范圍,分為多層,各層具有不同的論域。當(dāng)系統(tǒng)軌跡進(jìn)入某一層時,控制系統(tǒng)就采用所在層的范圍作為新的論域,修改Ke 、Kec、Ku 的取值。這樣在偏差E 的不同范圍采用不同參數(shù)的模糊控制,再加上引入的前饋控制原理,將極大地改善系統(tǒng)的動態(tài)性能和穩(wěn)態(tài)性能。
反應(yīng)器溫度由于采用了模糊控制算法,獲得了理想的控制效果。控制升溫響應(yīng)曲線見圖5。
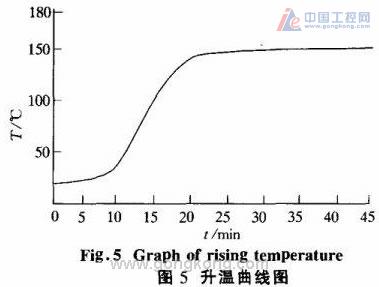
從升溫曲線可見優(yōu)化多級模糊控制的動態(tài)性能和穩(wěn)態(tài)性能具有如下特點(diǎn): (1) 無超調(diào)量; (2) 控制精度高; (3) 系統(tǒng)余差小; (4) 系統(tǒng)反應(yīng)速度快。
優(yōu)化多級模糊控制是對傳統(tǒng)PID 控制的發(fā)展和補(bǔ)充,它特別適應(yīng)于對象滯后大,且要求無超調(diào)量控制場合。
4 現(xiàn)場應(yīng)用
PCC 控制技術(shù)在某煉廠廢堿液濕式氧化污水處理裝置自控系統(tǒng)上獲得了成功應(yīng)用。自2001 年1月投入運(yùn)行以來,狀況良好,裝置反應(yīng)器溫度控制誤差≤2 ℃,反應(yīng)器壓力控制誤差≤0. 01 MPa , 裝置主要參數(shù)測控水平完全達(dá)到了工藝要求,改善了廢堿液濕式氧化污水處理質(zhì)量,同時減輕了裝置操作人員的勞動強(qiáng)度,提高了裝置自動化程度。
----摘自工控網(wǎng)
優(yōu)化多級模糊控制是對傳統(tǒng)PID 控制的發(fā)展和補(bǔ)充,它特別適應(yīng)于對象滯后大,且要求無超調(diào)量控制場合。
4 現(xiàn)場應(yīng)用
PCC 控制技術(shù)在某煉廠廢堿液濕式氧化污水處理裝置自控系統(tǒng)上獲得了成功應(yīng)用。自2001 年1月投入運(yùn)行以來,狀況良好,裝置反應(yīng)器溫度控制誤差≤2 ℃,反應(yīng)器壓力控制誤差≤0. 01 MPa , 裝置主要參數(shù)測控水平完全達(dá)到了工藝要求,改善了廢堿液濕式氧化污水處理質(zhì)量,同時減輕了裝置操作人員的勞動強(qiáng)度,提高了裝置自動化程度。
----摘自工控網(wǎng)

 北京市公安局海淀分局備案號:11010802023656號
北京市公安局海淀分局備案號:11010802023656號