
 官方微信
官方微信






 案例頻道
案例頻道鋁箔紙壓花機是針對紙張深加工而開發研制生產的一種高科技設備,主要用于各種紙張、印后紙張、鋁箔紙等材料的壓花、 分切及復卷,廣泛地應用于印前、印后紙張等材料的深加工工業。壓花形式為氣壓式臥壓輥壓花 ,花紋深度一致;花輥可根據需要隨時更換花型;收放卷有采用磁粉離合器及制動器方式,也有采用變頻器控制的方式,操作十分簡便,整機張力高度恒定控制。鋁箔紙壓花機整機參見圖1。

圖1 鋁箔紙壓花機外形圖
2 壓花工藝原理
原料為圓柱狀鋁箔紙壓花卷材安裝到放卷輥上,卷材通過雕花滾筒模具的壓制,將事先要求的圖案壓在鋁箔紙上,然后通過收卷輥收卷成為圓柱形成品。成品卷取采取的方式是通過臺達DOPA58CSTD觸摸屏來設置初始力矩(放卷變頻器以及收卷變頻器),然后依靠PLC(臺達DVP16ES00R)編程設計規劃好的程序來檢測線速度以及收放卷卷徑的大小,通過卷徑的不同變化來改變給定變頻器的速度控制信號,補償卷徑變化引起的力矩變化,實現恒轉矩成品卷曲。收卷變頻器和放卷變頻器工作在轉矩控制模式,壓花變頻器工作在開環矢量模式。原理示意圖如圖2所示。
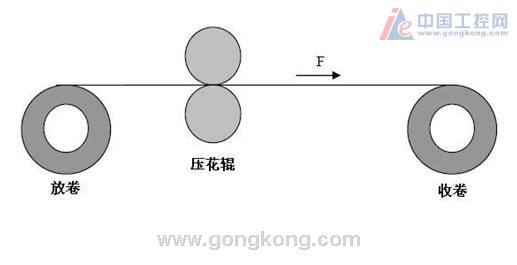
圖2 卷取原理示意
3 臺達力矩變頻電氣設計
客戶處的鋁箔紙壓花機設計時的最高線速度160米/分,臺達推出的VE系列變頻器功能和性能上完全能夠實現恒轉矩控制,通過調整參數以后機器已經能夠正常運行,并且效果讓客戶也很滿意。
3.1 電機規格
力矩放卷電機:ABB QABP160M6A 380V/17.9A/5-50HZ恒轉矩50-100恒功率/7.5kw,電機風扇380VAC,電機軸端編碼器+12V/A/B/512ppr。壓花電機:曲阜金升電機 380V/11.5A/50HZ/5.5KW/4極/5-50HZ恒轉矩50-100恒功率,電機風扇380VAC
力矩收卷電機:ABB QABP132M4A 380V/7.5KW/15.8A/50HZ/5-50HZ恒轉矩50-100恒功率,電機風扇380VAC,電機軸端編碼器+12V/A/B/512ppr。
3.2 臺達恒轉矩傳動控制系統配置
臺達觸摸屏DOPA58CSTD;
PLC臺達DVP16ES00R(配套擴展4DA/4AD模塊);
放卷變頻器VFD075V43A-2(配套制動電阻780W/75ohm);
收卷變頻器VFD075V43A-2(配套制動電阻780W/75ohm);
壓花變頻器VFD055V43A-2(配套制動電阻520W/100ohm)。
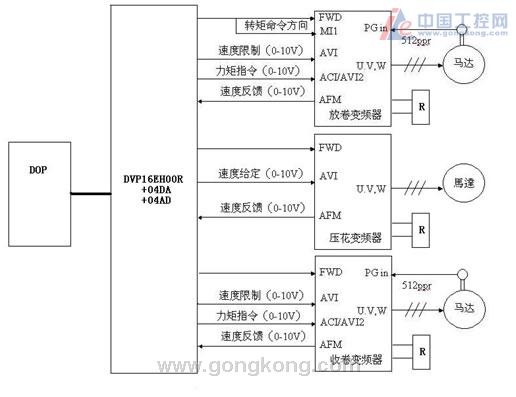
3.3電氣原理設計
電氣原理參見圖3:電氣接線圖。
4 VE系列變頻器力矩控制參數
4.1變頻器參數的設置過程
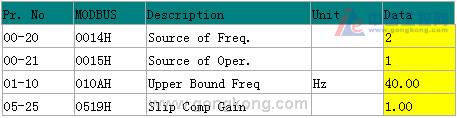
(1)收卷變頻器的參數設置
將變頻器帶空電機作VF運行,并且察看電機運行狀態(輸出電壓/輸出電流/實際轉速):
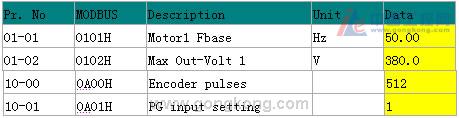
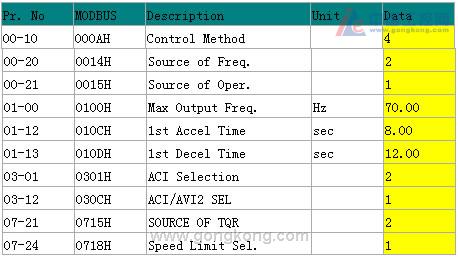
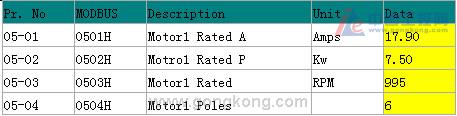
將電機參數寫入到變頻器對應參數:
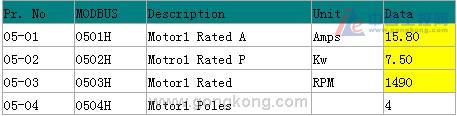
電機動態整定后電機參數如下表:
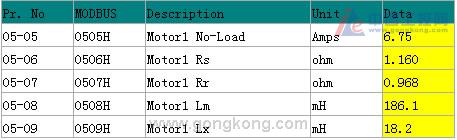
![]()
將變頻器帶空電機作VF運行,并且察看電機運行狀態(輸出電壓/輸出電流/實際轉速):
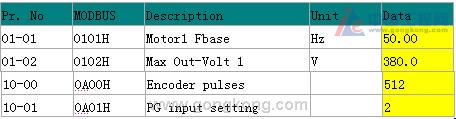
將電機參數寫入到變頻器對應參數:
電機動態整定后電機參數如下表:


4.2 運轉狀態紀錄(線速度設定為160)
(1)收卷卷徑最小時(76mm):


5 結束語
經過長期運行設備運行穩定,VE變頻器在功能和性能上完全能夠滿足鋁箔紙壓花機的力矩控制要求;力矩控制無論在啟動,停止還是在運行過程中輸出都非常穩定,無抖動現象,效果達到設計要求,項目具有在紙張、紡織、線材等卷取類設備電氣傳動領域推廣應用前景。
----摘自工控網

 北京市公安局海淀分局備案號:11010802023656號
北京市公安局海淀分局備案號:11010802023656號